La maquinaria de tintorería (teñido)
1. Procedimientos de tintura. 2. Maquinaria de tintura por agotamiento: 2.1 Autoclaves. 2.2. Tintura por torniquete. 2.3 Teñido en Jigger. 2.4 Teñido en jet. 2.5 La tintura de madejas: 2.6 Tintura en máquina mezzera. 3. Maquinaria de teñido por impregnación. 3.1 El foular. 3.2 Tipos de foulardado. 3.3 Tratamientos en procesos finales de teñido.
1. Procedimientos de teñido
En términos generales se dan dos formas de tintar una fibra:
a) Por afinidad entre colorante y fibra b) Por impregnación de la fibra
De esta manera tenemos también dos tipos genéricos de máquinas de tintorería. En el caso del procedimiento a, el método de tintura es el llamado por agotamiento. En este proceso son las fuerzas de afinidad entre colorante y fibra lo que hace que el colorante pase del baño a la fibra hasta saturarla y quedar fijada en él. La relación de peso entre peso de fibra y peso de solución de colorante es bastante elevada, de 1/5 a 1/60. En el caso del procedimiento b, el método de tintura es el llamado por impregnación de la fibra en colorante. Pero el sustrato que se impregna de la solución donde está el colorante, lo hace sin que en ese momento quede todavía fijado en él; es después, en el proceso de fijado, cuando la tintura es definitiva. Utilizando el procedimiento de impregnación la relación de baño es mucho más baja, entre 1.2 y 0.6 litros de solución por kilogramo de fibra.
2. Maquinaria de teñido por agotamiento
TIPO I: Máquinas con la fibra a teñir estática y la solución de colorante en movimiento.
TIPO II: Máquinas con el sustrato en movimiento y la solución fija. TIPO III: Máquinas en las que el sustrato y la solución están en movimiento durante el proceso de teñido.
De estos tres tipos de máquinas estudiaremos algunas de las más representativas.
Máquinas del TIPO I:
2.1 Autoclaves: Los autoclaves tienen la ventaja de poder tintar el género una vez que éste haya sido empaquetado; pero por el hecho de tintar en paquete, la cuestión más importante a tener en cuenta es la igualación de color en toda la masa, que será más problemática cuanto mayor sea la velocidad de fijación del colorante; velocidad controlada mediante la temperatura y electrolitos.
Esquema de la autoclave:
A: Es el recipiente hermético que contiene la solución tintórea.
B: Es la jaula porta-material, en la que se aloja lo que se va a teñir, convenientemente holgado para que el baño pueda circular entre ello. Es de anotar que los porta-materiales serán diferentes, según sea el tipo de textil y su empaquetado:
a) De corona circular; empleado para floca, dentro circula el baño nada más en sentido I-D.
b) En forma de espada; empleado para mechas de peinado, que se enrollan sobre varias bobinas de un tubo perforado.
c) De bobina perforada; sobre ella se enrollan directamente los hilos. C es la bomba impulsora del baño tintóreo, capaz de mantenerlo continuamente en movimiento y capaz de invertir, a intervalos, el sentido de circulación del baño a través de la materia a tinturar.
Otros elementos importantes en la autoclave son:
1) Calentador y refrigerador del baño, para poder modificar con cierta rapidez la temperatura, según convenga.
2) Bomba de presión, para hacerla intervenir cuando la presión en el baño sea inferior a la de vapor de agua que exista o se genere en el sistema. Si esta presión es inferior en el baño, se formarán las burbujas, fenómeno que se conoce como "cavitación" de la bomba.
3) Dispositivo para una rápida toma de muestras, en cualquier momento de la tinturada.

 |
Teñidora en tops y/o conos de hilaza – Bhilwara, India (2011) |
 |
| Extracción del porta-materiales cargado de hilaza teñida – Bhilwara, India (2011) |
El enconado del hilo debe ofrecer siempre suficiente permeabilidad para una circulación constante y regular de la corriente del baño. El problema más importante que se puede plantear en la tintura en autoclave es el de la cavitación de la bomba, es decir la formación de burbujas entre la materia textil, hecho que es considerado como una avería. Los torbellinos de líquido, igualmente, pueden darse al invertir el sentido de la corriente.
Máquinas del TIPO II:
Máquinas del TIPO II:
2.2 Teñido en cuerda o torniquete: En este sistema, el movimiento del sustrato a través del baño es el que crea la circulación del mismo, a base de agitarlo suave pero constantemente. Estas máquinas pueden ser abiertas o cerradas, pero en ninguno de los casos se pueden teñir telas que requieran una temperatura mayor a los 100ºC, por ende no sirven para teñir telas de poliéster. Si el colorante no posee buena migración, este sistema no será apropiado; y si el colorante es fácilmente oxidable, tampoco, porque el material tiene contacto permanente con el medio ambiente, mientras es arrastrado durante el proceso.
 |
| Barca para teñir en cuerda a baja presión – Burlington, México, Mayo, 2011 (Foto: Fco. Mejía-A) |
Esquema mecánico de una máquina de teñido en cuerda o torniquete

- A: Una barca trapezoidal o artesa, para el baño tintóreo.
- B: Un rodillo motriz del sustrato, situado sobre la barca trapezoidal o artesa y fuera de ella, que arrastra el textil a través del baño. Para la lana, el rodillo giratorio es de forma circular, produciendo un movimiento suave, sin tirones, que evita el afieltrado y estirado de la pieza. Para el algodón suele ser elíptico, acentuando la formación de pliegues en la barca o artesa; menos elíptico cuanto más liviana la tela.
Así se irá intercambiando colorante
entre tejido y la solución, hasta llegar al equilibrio entre solución y tejido
tintado y conseguir, por tanto, completar la tintura. Cada vez que el tejido
llega al baño no se da en éste la misma concentración de colorante, lo que hace
difícil que las franjas de tejido que no han conseguido igualación la consigan
ahora. Las diferencias suelen darse entre el centro y los extremos del tejido.
Otra dificultad puede darse en la igualación de tintura a lo ancho, diferencia
entre los orillos y el centro, producida sobre todo porque haya diferencias de
tensión en el enrollamiento del tejido, presionando en los orillos más o menos
que en el centro. La propia humectación del tejido en la solución puede
modificar su estructura y alterar esta tensión longitudinal, apareciendo el
típico moaré o aguas en su aspecto.
2.3
Teñido en Jigger: El sistema de funcionamiento del Jigger es el siguiente: dos
cilindros donde se recoge, enrollado y sin arrugas, el tejido, de orillo a
orillo. Un grupo motriz que hace girar los cilindros para enrollar y
desenrollar en ellos el tejido durante la tintura. Un recipiente, en forma de barca o artesa, para la solución tintórea. Dentro del baño el tejido pasa por otros
rodillos donde se mantiene estirado; otro curvado evita cualquier arruga en el
tejido. Al entrar el tejido en la solución tintórea, absorbe de éste una parte
que será retenida por sus fibras, llegando así al rodillo donde se recoge;
volverá, desenrollándose, con una cierta cantidad de colorante fijado y se
pondrá de nuevo en contacto con la solución tintórea.
 |
| Máquina Jigger MDJ-98 |
Esquema mecánico de una máquina de teñido tipo jigger

Máquinas del TIPO III
2.4 Teñido en jet: En esta máquina el textil se mueve dentro de una corriente de baño tintóreo.

*

Sistema de teñido jet - Burlington, México. (Francisco Mejía-A)
Fue éste el método para solventar los problemas de la tintura de poliéster a alta temperatura (HT). Es actualmente el método más difundido, el más eficiente y el menos contaminante. La inclusión de un agente emulsionante con características tensioactivas se recomienda en caso de sustratos conteniendo aceites remanentes de tejeduría, de difícil eliminación en el pre-tratamiento o por ausencia de éste. Lo ideal a la hora de teñir poliéster es utilizar colorante 'disperso'. En el 'jet' la tracción del sustrato se efectúa por una rodillo que lo conduce a través de un tubo por el que circula el baño en el mismo sentido.
Esquema mecánico de una máquina tipo jet

2.5 El teñido de madejas: Las máquinas empleadas para la tintura de madejas son TIPO I. Se tiñen en madejas hilos regulares pero voluminosos, ya que nunca han sido prensados durante el proceso, ni siquiera por su propio peso. Suelen teñirse así los hilos destinados a tejer géneros de punto. Por lo general son lanas cardadas, algodones, gruesos y acrílicos. En estas máquinas las madejas se cuelgan de un soporte horizontal y entre las madejas debe proporcionarse una circulación uniforme de solución de colorante, para obtener una buena igualación. El procedimiento empieza con el devanado del hilo y la fabricación de las madejas, para lo cual se utiliza maquinaria especializada. La seda en filamentos es recomendable teñirla en madejas. Se prefiere el teñido en conos o bobinas sobre el teñido por madejas debido a que el enmadejado es un proceso comparativamente costoso, porque requiere de más espacio de trabajo y porque la hilaza teñida en madejas debe ser posteriormente enconada en bobinas, conos o carretes, para poderla tejer industrialmente.
 |
| Proceso de enmadejado - este es un proceso lento y costoso |
 |
| Sección de teñido en madejas - Biella, Italia - 2012 |
 |
| Sistema mecanizado de teñido en madejas
2.6 Teñido en máquina mezzera: Una máquina mezzera es ni más ni menos un armario con un dispositivo del que se cuelgan las madejas. En ella el movimiento de la solución de colorante se consigue por medio de bombas de mediano caudal, que proporcionan más o menos presión, dependiendo de la carga y del tamaño del compartimiento, que puede ser o muy grande o más bien pequeño.
|
 |
| Gabinete de acero inoxidable tipo "MEZZERA" para teñir madejas ******* |
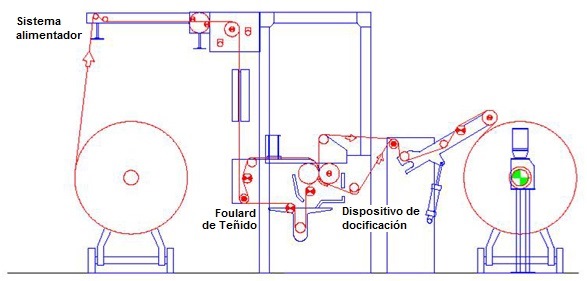
3.1 El foulard: No es nada distinto a
una máquina que posee una serie de cilindros o rodillos que obligan a un sustrato a pasar por
una cubeta (similar a una canoa) que está llena de algún producto químico. El
foulardado consiste en impregnar un sustrato de colorante u otro tipo de solución química, y
escurrirlo posteriormente por medio de presión entre los cilindros. Si se trata de una
solución tintórea, el colorante queda aprisionado entre el sustrato, dándole color a la tela y si es algún producto para darle un acabado especifico, queda impregnado, escurriéndose el líquido sobrante sobre la cubeta.
- Cilindros de enrollamiento y de recogida del textil
- Guías de conducción hacia el baño
- La cubeta o canoa pastera: dispositivo donde se da la impregnación
- Los cilindros exprimidores del sustrato una vez impregnado en la canoa pastera
Las cubetas o canoas pasteras deben tener unas dimensiones adecuadas para acoger el mínimo indispensable de solución tintórea y que ésta se renueve constantemente, de forma automática, manteniendo siempre invariable su concentración y todas las demás constantes de presión, temperatura, etc. La buena impregnación en la cubeta o canoa pastera depende, en primer lugar de la afinidad entre colorante y el sustrato; pero también de la solución en sí, puesto que ella transporta el colorante a la fibra o tejido. Las fuerzas tenso-activas entre la solución y el sustrato condicionan la rapidez y efectividad de la impregnación; por ello es corriente que a la solución tintórea se añadan productos humectantes.
 |
Bosquejo lateral y fotografía frontal de un foulard de fabricación eslovaca
|
TIPO A. Máquinas de proceso continuo
TIPO B. Máquinas de proceso discontinuo
Este tipo de teñido por impregnación se lleva a cabo en dos o tres etapas:

 *
*
En algunas fábricas, se acostumbra hacer este proceso seguido de un pad steam, como vemos aquí:

 3.3 Tratamientos en procesos finales de teñido
3.3 Tratamientos en procesos finales de teñido
Los tratamientos posteriores al teñido tienen como finalidad conseguir las características de color y solidez deseadas.
- Primera: Depositar el colorante sobre la fibra textil o sobre el tejido, convenientemente distribuido y con uniformidad.
- Segunda: Fijar el colorante sobre el género a tinturar y tratamientos posteriores, que pueden darse o no, dedicados a conseguir mayores solideces o a eliminar impurezas.
Existen varios métodos, pero hay dos que son los principales o los más usados, ambos están debidamente desarrollados y ambos son aplicables a grandes producciones, que se procesan con una gran economía de costos, especialmente de mano de obra. En ambos casos, si la solución tintórea tiene afinidad por el sustrato que procesamos, esta primera operación habrá efectuado una buena impregnación con una distribución uniforme del colorante; pero si esa afinidad entre colorante y fibra no existe, la distribución será tan irregular que no hará aconsejable este método. Los equipos son costosos y requieren en general una gran disponibilidad de espacio.
3.2 Tipos de foulardado
3.2 Tipos de foulardado
Una vez el sustrato ha sido impregnado, se procede a la fijación del colorante sobre este. Si el coeficiente de difusión del colorante es elevado y la afinidad entre el colorante y el sustrato también, esto permite que este proceso de fijación se haga a temperatura inferior a los 100ºC. De no ser así, se deben buscar otras alternativas y para eso existen en la industria varios sistemas de fijación. Según el medio y el método de calentamiento, si lo hay, tendremos los siguientes tipos de foulardados, diferenciados además por calentamiento en seco o en frío.
- Foulard a la continua (Pad dry): Foulardado con difusión y fijado en seco. Puede haber o no un secado intermedio, entre 100ºC y 150ºC dependiendo del sustrato; en ese caso el fijado posterior será en temperaturas que oscilen entre 150º C y 160ºC. La tela pasa continuamente por un baño donde se impregna con el baño del color, se desarrolla el mismo, se seca y finalmente se recoge en rollos la tela terminada.
 Tren de teñido por impregnación a la continua o pad dry |

Teñido por agotamiento TIPO II: Con el sustrato en movimiento y la solución fija
 |
- Foulard a la semi-continua (Pad Batch): Una cantidad de tela pasa por un foulard y recibe una impregnación con el baño de color. En otras palabras es un foulardado con difusión y fijado en frío. Empleado cuando se usan colorantes con gran afinidad por el sustrato y con alto coeficiente de difusión. Luego continúa el proceso en forma continua, se seca y se recoge en rollos. Así y todo, el proceso tintóreo suele ser largo, de varias horas.
*
OTROS TIPOS DE IMPREGNACIÓN
Pad-roll: Foulardado con difusión y fijado en caliente. Este
sistema proporciona un pre-tratamiento eficiente en lotes de tela pequeños y
medianos en forma de tejido abierto. En el Pad Roll, la tela se impregna de una
sustancia química, que es calentada rápidamente por medio de un sistema ‘flash’
de vapor y es mantenido bajo esas condiciones de vapor en una cámara térmica. Reposando la tela en estas constantes de humedad y temperatura, se produce la fijación del colorante.

Pad-steam: El
sistema de teñido Pad-Steam es un proceso de teñido continuo en el que una tela
abierta a lo ancho, se impregna de colorante y posteriormente ese colorante es
fijado por medio de vapor. Es ideal para teñir algodón 100% y/o mezclas con colorantes
reactivos. Este sistema es muy usado en el proceso de telas pantaloneras “Docker”
de colores claros, pálidos y medianos. Un sistema continuo de rodillos con
vapor se encarga de difundir de manera pareja varios tipos de colorantes como
reactivos, vat, sulfurados y directos en telas de fibras celulósicas en una permanente
atmosfera saturada de calor y humedad, creada por la continua inyección de
vapor.
*
Los tratamientos posteriores al teñido tienen como finalidad conseguir las características de color y solidez deseadas.
- Comenzando siempre por eliminar el colorante que no se ha fijado. Mejoramiento de la solidez a la luz, al lavado en seco o en húmedo.
- Desarrollo del verdadero color, por medios químicos, en otras reacciones posteriores o por medio de detergentes.
- Dado que es forzar una segunda reacción química, ésta suele hacerse a temperatura de al menos los 100ºC.
- La eliminación de impurezas no es sólo por razones elementales sino porque ellas afectarían mucho a acabados posteriores en el tejido, como el estampado o el apresto, por ejemplo.
Nota: El vídeo a continuación nos enseña la tragedia ambiental que producen los químicos textiles manejados irresponsablemente y sin el debido control
https://www.facebook.com/video.phpv=10153102303554742&set=vb.341168879741&type=2&theater
https://www.facebook.com/video.phpv=10153102303554742&set=vb.341168879741&type=2&theater